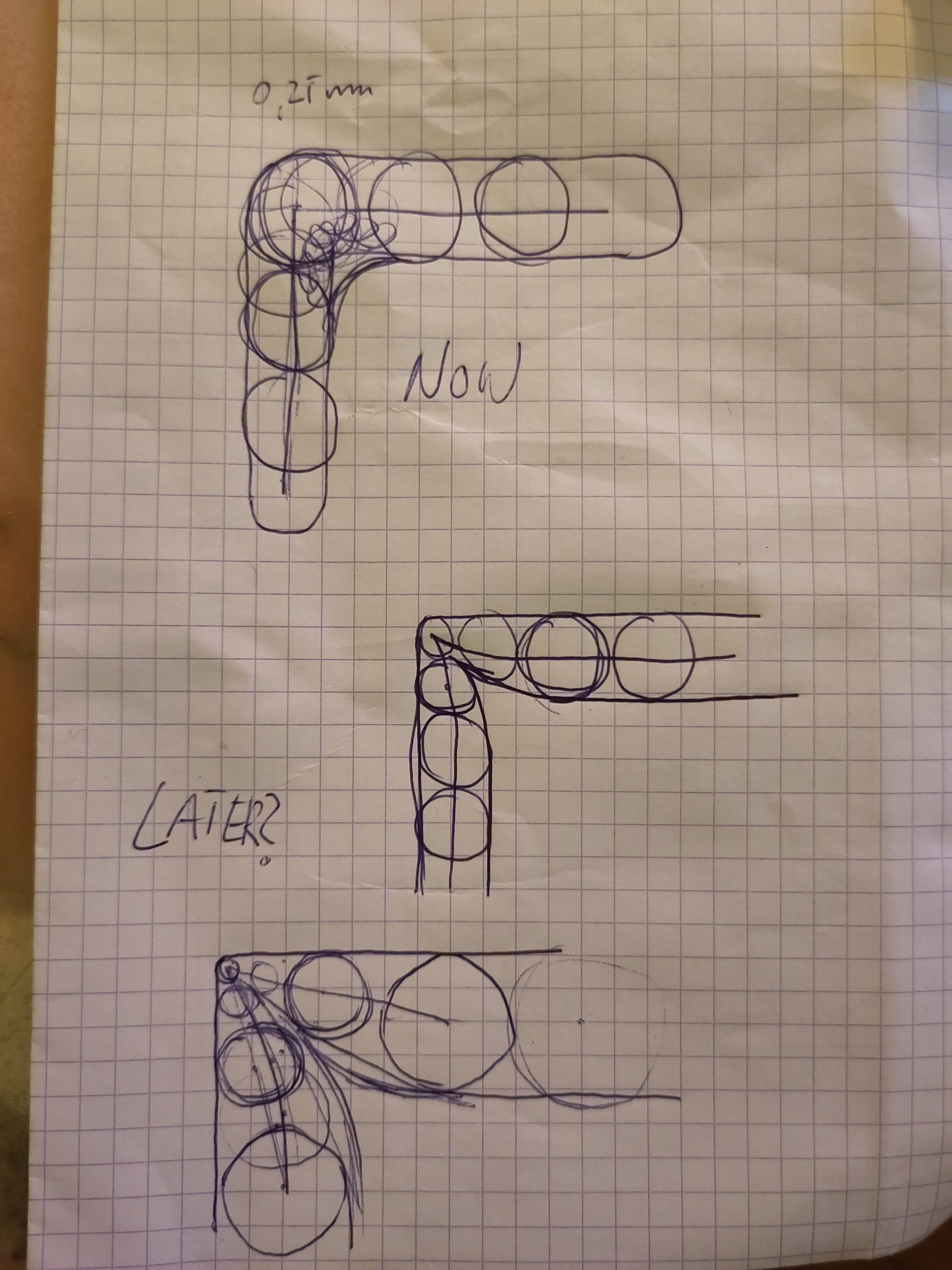
Sharp corner algorithm
Has anyone thought about printing narrower lines in order to get sharper corners? Once Linear advance or Pressure advance is activated, you don’t get bulging corners anymore… but can we do better?
Has this been implemented anywhere yet? Does it have a name?




{kind=link}
Add comment